Aços: O ponto de partida para o ferramental perfeito
A qualidade do aço pode ser vista como um atributo inerente e quantificável que é usado para determinar a capacidade de um aço desempenhar a sua função que foi designado para fazer, sem limitação devido a falhas internas ou grandes variações na microestrutura ou homogeneidade.
A qualidade do aço é a somatória de quão bem um aço atende sua química especificada na granulação, a limpeza do aço ou o grau em que está livre de impurezas ou inclusão, homogeneidade da microestrutura, tamanho do grão / carboneto e, em alguns casos, se atende aos requisitos mecânicos para aquele aço em particular. No projeto e fabricação de ferramentas de compressão para comprimidos, nada é mais importante do que a qualidade dos materiais usados. Os melhores princípios de fabricação, mantendo as tolerâncias mais rígidas, resultarão em falha da ferramenta se a qualidade inicial do aço for ruim. A qualidade do aço é o ponto de partida fundamental sobre o qual todas as etapas sucessivas de valor agregado são estabelecidas.
A qualidade do aço deve ser vista como um atributo inerentemente quantificável que é usado para determinar a capacidade de um aço para realizar sua função projetada sem limitação, devido a falhas internas ou grandes variações na microestrutura ou homogeneidade. O controle do processo em todas as áreas de produção e refinamento de aço determinará a qualidade do aço. O tratamento térmico, embora não seja um fator determinante na qualidade inicial do aço, deve ser realizado de forma adequada para garantir o sucesso; um aço de qualidade mal tratado termicamente também está fadado ao fracasso.
Normalmente, todos os aços metálicos sem pó são produzidos da mesma maneira, com cargas de material adicionadas a um forno e fundidas; o metal derretido é chamado A HEAT. A química do calor é verificada e os ajustes (adições de liga) são feitos para garantir que a química esteja dentro da faixa especificada. Uma vez que a química esteja correta, o calor é aproveitado, a escória é removida e o calor é derramado nas conchas. Em seguida, o aço é moldado. Após a solidificação no molde, os lingotes ou blocos são reaquecidos até a temperatura de laminação e laminados em uma barra ou placa para uso na produção de ferramentas. Os metais em pó, por outro lado, são produzidos compactando o metal em pó muito fino (densificação) usando alta temperatura e pressão. Após a densificação, o produto resultante é um produto totalmente denso que é então laminado em barra ou chapa. Há muito pouca distinção física entre uma barra de metal em pó e uma barra fundida tradicionalmente, exceto que a microestrutura do metal em pó é tipicamente de uma estrutura de grão mais fino e mais homogênea. Este controle sobre carbonetos e tamanho de grão aumenta as propriedades mecânicas do aço e permite algumas químicas exclusivas não disponíveis na fundição tradicional. Devido aos requisitos do processo de fabricação, os metais em pó são mais caros do que os aços equivalentes tradicionalmente fundidos. Etapas adicionais podem ser realizadas antes e depois do vazamento inicial do aço, antes da laminação, para aumentar a limpeza dos aços fundidos tradicionalmente.
FUSÃO POR INDUÇÃO DE VÁCUO (VIM) derrete a “carga de material” em um vácuo antes de despejar; esse processo reduz as pressões parciais do gás no banho, evitando a formação de alguns óxidos e produzindo um aço mais limpo.
ELECTROSLAG REMELTING (ESR) pega um lingote fundido antes de laminar e coloca-o em uma câmara com escória fundida reativa que tem alta corrente de eletricidade passando por ele, derretendo o lingote. À medida que o lingote derrete, o metal líquido passa pela escória reativa, as impurezas são removidas e a solidificação ocorre quando o metal líquido é resfriado pela parede da câmara. A taxa de solidificação é muito maior do que no processo de fundição e a quantidade de segregação é reduzida. O processo continua até que todo o lingote passe pela escória e se solidifique novamente no lado oposto. ESR produz aço homogêneo muito limpo com uma estrutura fundida refinada.
A REMODELAÇÃO DE ARCO A VÁCUO (VAR) é semelhante em resultado ao ESR, mas o lingote é derretido por um arco sob vácuo. O vácuo diminui a pressão parcial removendo quaisquer gases dentro do lingote, deixando um lingote mais limpo com uma microestrutura homogênea e pouca segregação devido às maiores taxas de solidificação.
Durante a laminação, o lingote de aço é reduzido em seção transversal e alongado para produzir as barras forjadas usadas na fabricação de ferramentas de compressão para comprimidos. Essa redução ajuda a reduzir a segregação e refinar o carboneto e o tamanho do grão. Aço com granulometria fina e carbonetos pequenos e bem dispersos terão melhor desempenho do que aço com grãos maiores e carbonetos grossos; quanto maior a redução, maior o refinamento. O controle rígido sobre a temperatura e a quantidade de redução por passagem deve ser mantido durante o processo de laminação para garantir que espaços vazios ou rachaduras não “abram” durante a laminação.
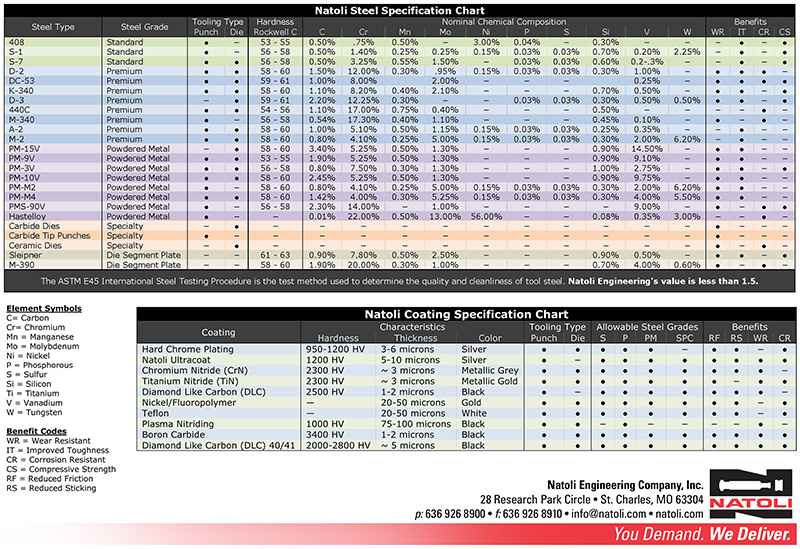
A análise da química e da microestrutura da barra após a laminação fornece garantia de que as barras foram produzidas dentro da tolerância; a siderúrgica fornecerá uma certificação para aquele aquecimento. Os usuários finais dessas barras acabadas devem realizar sua devida diligência, testando as barras de amostra aleatoriamente e analisando-as por um laboratório independente para garantir que atendam às especificações. Durante essa garantia de qualidade, na usina ou no usuário final, quantificamos a limpeza do aço por meio de análise de imagens, seja comparativamente com padrões representativos ou com software desenvolvido para selecionar e classificar inclusões. Existem vários padrões em todo o mundo (ASTM, DIN, JIS, ISO) para garantir que as medidas de limpeza e qualidade do aço sejam consistentes e definidas. Como a qualidade do aço é algo que pode ser quantificado e comparado entre fornecedores, deve ser a base para fazer julgamentos informados sobre as ferramentas que você compra. Não permita que um vendedor fale sobre a qualidade de seu aço; peça a eles para mostrar a você!
A Natoli Engineering exige que todo o aço seja Refinado por Electroslag (ESR) para garantir a limpeza e aderir a um rígido tamanho interno de carboneto e padrão de distribuição. Além de buscar aço da mais alta qualidade, colocamos em quarentena todo o material recebido até que um laboratório externo verifique se todas as especificações e padrões foram atendidos: ASTM A681-06 ou especificações dos fabricantes para química e ASTM E45 Método D (baixo conteúdo de inclusão) para quantificar a limpeza.

Somos especialistas em equipamentos para a Indústria Farmacêutica.
Entre em Contato
Avenida São João, 2375, Sala 1010São José dos Campos – SPCEP 12242-000
(11) 98470-3068
Seg – Sex: 9AM – 17PM
mederi@mederibrasil.com